
Video
Penerangan umum
Mesin Penutup Botol Automatik TP-TGXG-200 digunakan untuk skru penutup botol secara automatik. Ia digunakan secara meluas dalam makanan, farmaseutikal, industri kimia dan sebagainya. Tiada had pada bentuk, bahan, saiz botol biasa dan penutup skru. Jenis penyekat berterusan menjadikan TP-TGXG-200 menyesuaikan diri dengan pelbagai kelajuan talian pembungkusan. Mesin ini benar-benar mempunyai pelbagai tujuan, yang digunakan secara meluas dan mudah dikendalikan. Berbanding dengan jenis kerja terputus-putus tradisional, TP-TGXG-200 adalah lebih cekap tinggi, tekanan yang lebih ketat dan kurang membahayakan penutup.
Permohonan
Mesin penutup automatik boleh digunakan pada botol dengan penutup skru dalam pelbagai saiz, bentuk dan juga bahan.
A. Saiz botol
Ia sesuai untuk botol dengan diameter 20-120mm dan ketinggian 60-180mm. Tetapi ia boleh disesuaikan pada saiz botol yang sesuai di luar julat ini juga.

B. Bentuk botol
Mesin penutup automatik boleh digunakan pada pelbagai bentuk seperti persegi bulat atau bentuk rumit.




C. Bahan botol dan penutup
Walau apa pun plastik kaca atau logam, mesin penutup automatik boleh mengendalikan kesemuanya.


D. Jenis penutup skru
Mesin penutup automatik boleh skru semua jenis penutup skru, seperti pam, semburan, penutup jatuh dan sebagainya.



E. Industri
Mesin penutup automatik boleh menyertai semua jenis industri tidak kira ia serbuk, cecair, barisan pembungkusan butiran, atau ia adalah makanan, perubatan, kimia atau mana-mana industri lain. Di mana sahaja terdapat penutup skru, terdapat mesin penutup automatik untuk digunakan.
Proses pembinaan & kerja

Ia terdiri daripada mesin capping dan penyuap topi.
1. Pengumpan topi
2. Meletakkan topi
3. Pemisah botol
4. Roda penutup
5. tali pinggang pengapit botol
6. Tali pinggang penghantar botol
Berikut adalah proses kerja
Ciri-ciri
■ Digunakan secara meluas dalam botol dan penutup pelbagai bentuk dan bahan.
■ PLC&kawalan skrin sentuh, mudah dikendalikan.
■ Operasi yang mudah dan pelarasan yang mudah, menjimatkan lebih banyak sumber manusia serta kos masa.
■ Kelajuan tinggi dan boleh laras, yang sesuai untuk semua jenis garis pembungkusan.
■ Prestasi yang stabil dan tepat tinggi.
■ Fungsi permulaan satu butang membawa banyak kemudahan.
■ Reka bentuk terperinci menjadikan mesin lebih manusiawi dan pintar.
■ Nisbah yang baik pada pandangan mesin, reka bentuk tahap tinggi dan penampilan.
■ Badan mesin diperbuat daripada SUS 304, memenuhi piawaian GMP.
■ Semua bahagian sentuhan dengan botol dan penutup diperbuat daripada keselamatan bahan untuk makanan.
■ Skrin paparan digital untuk menunjukkan saiz botol yang berbeza, yang akan memudahkan untuk menukar botol(Pilihan).
■ Penderia optronik untuk mengeluarkan botol yang bertutup ralat (Pilihan).
■ Peranti pengangkat berlangkah untuk memasukkan penutup secara automatik.
■ Bahagian penutup yang jatuh boleh menanggalkan penutup ralat (dengan tiupan udara dan pengukuran berat).
■ Tali pinggang untuk menekan tudung condong, jadi ia boleh melaraskan tudung ke tempat yang betul dan kemudian menekan.
Pintar
Gunakan prinsip keseimbangan tengah yang berbeza pada dua sisi penutup, hanya penutup arah yang betul boleh dialihkan ke atas. Tudung dalam arah yang salah akan jatuh secara automatik.
Selepas penghantar membawa penutup di atas, peniup meniup penutup ke trek penutup.

Penderia tudung ralat boleh mengesan tudung terbalik dengan mudah. Pembuang penutup ralat automatik dan penderia botol, mencapai kesan penutup yang baik
Pemisah botol akan mengasingkan botol antara satu sama lain dengan melaraskan kelajuan pergerakan botol pada kedudukannya. Botol bulat biasanya memerlukan satu pemisah, dan botol persegi memerlukan dua pemisah bertentangan.


Cap kekurangan pengesan peranti mengawal penyuap topi berjalan dan berhenti secara automatik. Terdapat dua penderia pada dua sisi trek penutup, satu untuk memeriksa sama ada trek dipenuhi dengan penutup, satu lagi untuk memeriksa sama ada trek kosong.
Cekap
Kelajuan maksimum penghantar botol dan penyuap penutup boleh mencapai 100 bpm, yang membawa mesin kelajuan tinggi untuk disesuaikan dengan pelbagai baris pembungkusan.
Tiga pasang roda memutar penutup dengan cepat. Setiap pasangan mempunyai fungsi tertentu. Pasangan pertama boleh berpusing terbalik untuk menyukarkan meletakkan topi berada pada kedudukan yang betul. Tetapi mereka boleh membuat penutup pusing ke bawah untuk mencapai kedudukan yang sesuai dengan pantas bersama-sama roda pasangan kedua apabila penutupnya normal. Pasangan ketiga melaraskan sedikit untuk mengetatkan penutup, jadi kelajuan mereka adalah paling perlahan antara semua roda.

mudah
Berbanding dengan pelarasan roda tangan daripada pembekal lain, satu butang untuk menaikkan atau menurunkan keseluruhan peranti penutup adalah lebih mudah.
Empat suis dari kiri ke kanan digunakan untuk melaraskan kelajuan penghantar botol, pengapit botol, pendakian penutup dan pemisahan botol. Dail boleh membimbing pengendali mencapai kelajuan yang sesuai untuk setiap jenis pakej dengan mudah.


Roda tangan untuk menukar jarak antara dua tali pinggang pengapit botol dengan mudah. Terdapat dua roda pada dua hujung tali pinggang pengapit. Dail membawa pengendali ke kedudukan yang betul dengan tepat apabila menukar saiz botol.
Beralih untuk melaraskan jarak antara penutup roda dan penutup. Semakin dekat jarak, semakin ketat penutupnya. Dail membantu pengendali mencari jarak yang paling sesuai dengan mudah.


Mudah dikendalikan
PLC&kawalan skrin sentuh dengan program operasi mudah, menjadikan kerja lebih mudah dan lebih cekap.


Butang kecemasan untuk menghentikan mesin sekaligus pada masa yang mendesak, yang memastikan pengendali kekal selamat.
| Mesin Penutup Botol TP-TGXG-200 | |||
| Kapasiti | 50-120 botol/min | Dimensi | 2100*900*1800mm |
| Diameter botol | Φ22-120mm (disesuaikan mengikut keperluan) | Ketinggian botol | 60-280mm (disesuaikan mengikut keperluan) |
| Saiz tudung | Φ15-120mm | Berat Bersih | 350kg |
| Kadar yang layak | ≥99% | kuasa | 1300W |
| Matrial | Keluli tahan karat 304 | Voltan | 220V/50-60Hz (atau disesuaikan) |
| Tidak. | Nama | asal usul | Jenama |
| 1 | Penyongsang | Taiwan | Delta |
| 2 | Skrin Sentuh | China | TouchWin |
| 3 | Penderia Optronik | Korea | Autonik |
| 4 | CPU | US | ATMEL |
| 5 | Cip Antara Muka | US | MEX |
| 6 | Menekan Tali Pinggang | Shanghai |
|
| 7 | Motor Siri | Taiwan | TALIKE/GPG |
| 8 | Bingkai SS 304 | Shanghai | BaoSteel |
Mesin penutup automatik boleh berfungsi dengan mesin pengisian dan mesin pelabelan untuk membentuk garis pembungkusan.
A. Penyalur botol+pengisi auger+mesin penutup automatik+mesin pengedap foil.
B. Penyingkiran botol+pengisi gerimit+mesin penutup automatik+mesin pengedap foil+mesin pelabelan


AKSESORI dalam Kotak
■ Manual arahan
■ Gambar rajah elektrik dan gambar rajah penyambung
■ Panduan operasi keselamatan
■ Satu set bahagian memakai
■ Alat penyelenggaraan
■ Senarai konfigurasi (asal, model, spesifikasi, harga)



1. Pemasangan Lif penutup dan sistem meletakkan penutup.
(1)Pemasangan penyusunan topi dan sensor pengesanan.
Lif penutup dan sistem peletakan diasingkan sebelum penghantaran, sila pasang sistem penyusunan dan peletakan penutup pada mesin penutup sebelum menjalankan mesin. Sila sambungkan sistem seperti yang ditunjukkan dalam gambar berikut:
Kekurangan sensor pemeriksaan penutup (berhenti mesin)
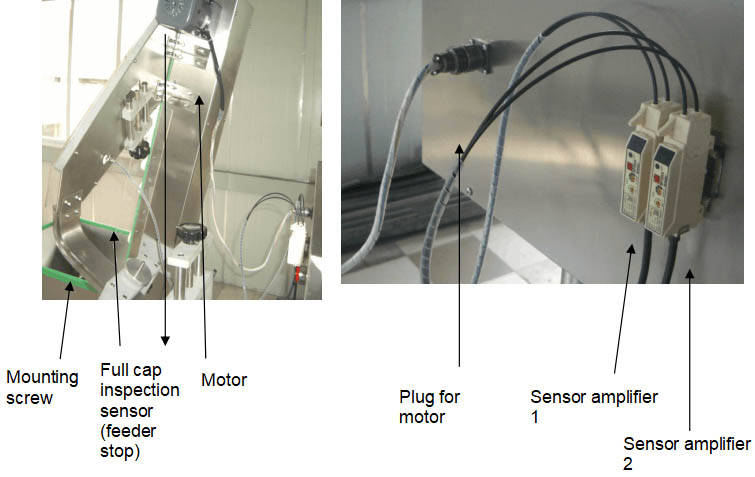
a. Sambungkan trek peletakan penutup dan tanjakan dengan skru pelekap.
b. Sambungkan wayar motor dengan palam di sebelah kanan pada panel kawalan.
c. Sambungkan penderia pemeriksaan penutup penuh dengan penguat penderia 1.
d. Sambungkan sensor pemeriksaan penutup kekurangan dengan penguat sensor 2.
Laraskan sudut rantai panjat topi: Sudut rantai panjat topi telah dilaraskan mengikut penutup sampel yang anda sediakan sebelum penghantaran. Jika perlu menukar spesifikasi penutup (hanya ubah saiz, jenis penutup tidak berubah), sila laraskan sudut rantai pendakian dengan skru pelaras sudut sehingga rantai hanya boleh menyampaikan penutup yang bersandar pada rantai dengan sisi atas. Petunjuk seperti berikut:

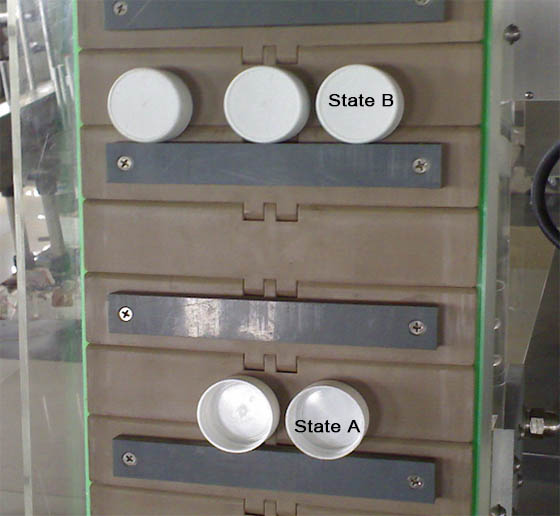
Penutup dalam keadaan A adalah arah yang betul apabila rantai pendakian topi membawa penutup ke atas.
Penutup dalam keadaan B akan jatuh ke dalam tangki secara automatik jika rantai berada dalam sudut yang betul.
(2) Laraskan sistem menjatuhkan penutup (pelongsor)
Sudut pelongsor jatuh dan ruang telah ditetapkan mengikut sampel yang disediakan. Biasanya jika tiada spesifikasi botol atau penutup baharu yang lain, tetapan tidak perlu dilaraskan. Dan jika terdapat lebih banyak spesifikasi daripada 1 spesifikasi botol atau penutup, pelanggan perlu menyenaraikan item pada kontrak atau lampirannya untuk memastikan kilang meninggalkan ruang yang mencukupi untuk pengubahsuaian selanjutnya. Kaedah pelarasan adalah seperti berikut:
Laraskan ketinggian sistem menjatuhkan penutup: Sila longgarkan skru pelekap sebelum memutar roda pemegang 1.
Skru pelaras boleh melaraskan ketinggian ruang pelongsor.
Roda pemegang 2 (di dua sisi) boleh melaraskan lebar ruang pelongsor.
(3) Melaraskan bahagian penekan penutup
Penutup akan menutup mulut botol dari pelongsor secara automatik apabila botol menyusup ke dalam kawasan bahagian penekan penutup. Bahagian penekan penutup juga boleh dilaraskan kerana ketinggian botol dan penutup. Ia akan menjejaskan prestasi capping jika tekanan pada penutup tidak sesuai. Jika kedudukan bahagian penekan penutup terlalu tinggi, prestasi penekanan akan dipengaruhi. Dan jika kedudukan terlalu rendah, penutup atau botol akan rosak. Biasanya ketinggian bahagian penekan topi telah diselaraskan sebelum penghantaran. Jika pengguna perlu melaraskan ketinggian, kaedah pelarasan adalah seperti berikut:

Sila longgarkan skru pelekap sebelum melaraskan ketinggian bahagian penekan penutup.
Terdapat satu lagi bahagian penekan penutup dengan mesin untuk memuatkan botol terkecil, cara menukarnya ditunjukkan dalam video.
(4). Melaraskan tekanan udara untuk meniup penutup ke dalam pelongsor.

2. Melaraskan ketinggian bahagian utama secara keseluruhan.
Ketinggian bahagian utama seperti struktur pembaikan botol, roda putaran anjal gusi, bahagian penekan penutup boleh dilaraskan secara keseluruhan dengan lif mesin. Butang kawalan lif mesin berada di sebelah kanan panel kawalan. Pengguna harus melonggarkan skru pelekap pada dua tiang sokongan sebelum memulakan lif mesin.
ø bermaksud bawah dan ø bermaksud atas. Untuk memastikan kedudukan roda putaran sepadan dengan penutup. Sila matikan kuasa lif dan pasangkan skru pelekap selepas pelarasan.
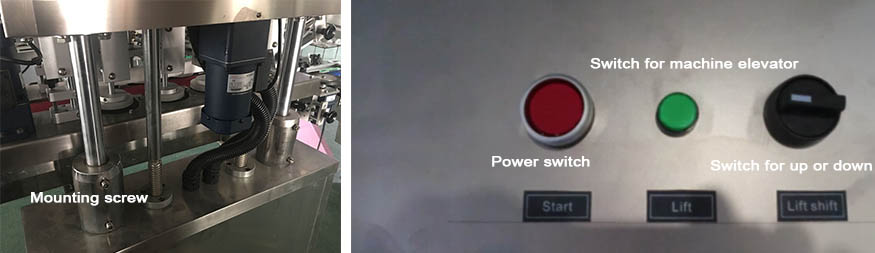
Catatan: Sila tekan suis lif (hijau) sepanjang masa sehingga mendapat kedudukan yang betul. Kelajuan lif sangat perlahan, sila tunggu dengan sabar.
3. Laraskan roda putaran keanjalan gusi (tiga pasang roda putaran)
Ketinggian roda putaran dilaraskan oleh lif mesin.
Lebar sepasang roda putaran dilaraskan mengikut diameter penutup.
Biasanya jarak antara sepasang roda adalah 2-3mm kurang daripada diameter penutup. Operator boleh melaraskan lebar roda putaran dengan roda pemegang B. (setiap roda pemegang boleh melaraskan roda putaran relatif).
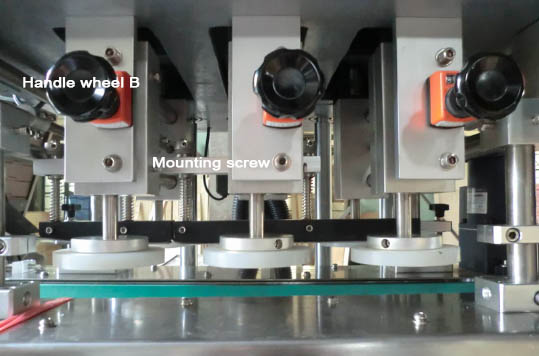
Sila longgarkan skru pelekap sebelum melaraskan roda pemegang B.
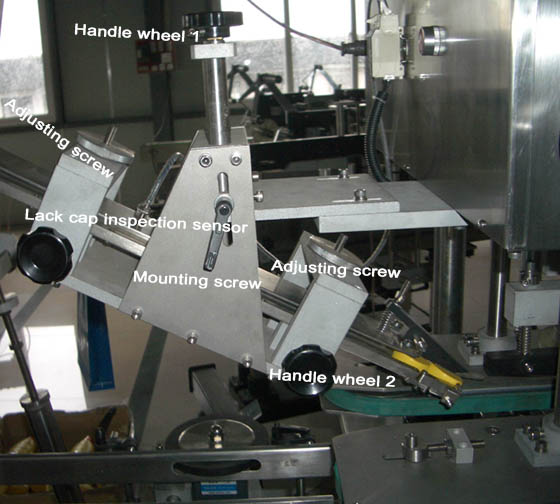
4. Melaraskan struktur pembaikan botol.
Kedudukan penetapan botol boleh dilaraskan dengan melaraskan kedudukan struktur penetapan dan paksi pautan. Jika kedudukan tetapan terlalu rendah pada botol, botol mudah diletakkan semasa penyusuan atau penutupan. Sebaliknya jika kedudukan penetapan terlalu tinggi pada botol, ia akan mengganggu kerja roda putaran yang betul. Pastikan garis tengah struktur penghantar dan pembaikan botol berada pada garisan yang sama selepas pelarasan.

Memusing roda pemegang A (untuk memusing pemegang dengan 2 tangan bersama) untuk melaraskan jarak antara tali pinggang pembaikan botol. Jadi struktur boleh membetulkan botol dengan baik semasa proses menekan.
Ketinggian tali pinggang pembaikan botol biasanya diselaraskan oleh lif mesin.
(Awas: Operator boleh melaraskan ketinggian tali pinggang pembaikan botol dalam skop mikro selepas skru pelekap pada 4 aci pautan longgar.)
Jika pengendali perlu mengalihkan tali pinggang dalam julat yang besar, sila laraskan kedudukan tali pinggang selepas longgarkan skru 1 dan skru 2 bersama-sama, dan jika pengendali perlu laraskan ketinggian tali pinggang dalam julat yang kecil, sila longgarkan skru 1 sahaja, dan putar tombol pelarasan.

5. Melaraskan roda pelarasan ruang botol dan pagar.
Operator harus menukar kedudukan roda pelarasan ruang botol dan pagar apabila menggantikan spesifikasi botol. Ruang antara roda pelaras ruang dan pagar hendaklah 2-3mm kurang daripada diameter botol. Sila pastikan bahawa garis tengah struktur penghantar dan pembaikan botol berada pada baris yang sama selepas pelarasan.
Longgarkan skru pelaras boleh melaraskan kedudukan roda pelaras ruang botol.
Pemegang pelaras yang longgar boleh melaraskan lebar pagar pada kedua-dua belah penghantar.


